


为荣纸箱机械老板提供:如何在纸箱印刷中选择网纹辊的种类及线数度
如何在纸箱印刷中选择网纹辊的种类及线数度 近20年来,柔版印刷从低水平到高速发展阶段,人们逐渐认识到柔性印刷的优点,特别是在包装印刷中的优势。这几年时间里,有很多的厂家都添购了世界的柔印生产线,但他们在选配纹辊的时候,却遇到了很多问题。
纹辊孔目技术 在印刷之前,印刷者首先需要明确自已要完成的任务和希望达成的目标,这是选择纹辊的基本条件。要明确所要印刷的工件是层次印刷,线条印刷,还是两者兼而有之。 &&Picture0&& 下面的图标示出与纹辊尺寸相关的几个重要概念: OPENING ── 网穴开口〈带墨区直接影响含墨量〉 从左半图我们可以看出,镀铬辊的网穴排列角度为45度,网孔为菱形。这种纹辊具有油墨释放性好,网孔形状一致等优点。但它也有不可克服的缺点;它的纹辊线数受限,容易损环,也不环保。镀铬辊在开始出现时并没有什么问题,但在刮墨刀出现后,就出现问题了。铬层表面迅速被刮墨刀磨损,网墻变得异常宽阔,由于网墻部分不能载墨,可被转移的墨量大大减少了,宽广和网墻不带墨区造成了印刷品上的针眼和细小的白色条纹,同时带来色彩饱和度不足等问题。图1右图即为磨损后的铬辊示意图。 于是,人们转而使用机械雕刻的陶瓷纹辊,就是在机械雕刻的铬辊表面喷涂上一层陶瓷。这样得到的纹辊比原先的铬面网纹辊的寿命有所延长,但网墻仍然很宽,网穴排列角度仍是45度,网孔甚呈现不规则形状,油墨的释放性反而下降。 &&Picture1&& 我们很容易发现60度的纹辊网墻很薄,因而为更稳定的油墨转移提供了条件。而45度的纹辊在图中所圈区域却不可能被,所以印刷仍会出现色彩饱和度不足的问题。60度的纹辊上的网穴形状是正六角形的,不同于45度的菱形,这是因为雷射雕刻时,雷射进行走的次序不一样。 如图3所示,雷射头先雕刻1→2→3→4→5……完成一周后,雷射头行走一步,再完成一周,然后再走一步…直完成整根纹辊的雕刻。从图上可看出要完成一个漂准的六边形网孔,待与它相连的6个网穴全部雕刻完成要走5步。 &&Picture2&& 因此,我们选择的纹辊应该具备以下几个特征: ※ 正确的网孔深度与开口比例关系 那怎样才算是正确的网孔深度与开口比例关系,为什么要选用一定的网孔深度与开口比例?分析如下: 当我们提及纹辊时,除了线数之外,所有尺寸均以微米 (Micon)作为计量单位。那么1微米有多大呢?我们的头发平均直径为70微米,1微米就是头发直径的1/70。假设我们把一个网穴放大成如图所示〈图4〉这张图标示了网穴开口与深度的比例关系,也就是开口度。 &&Picture3&& 根据多年的研究和实际经验,我们认为网穴的开口度在23%33%合适,也就是说,如果网穴的开口为100微米,那么,它的深度在23微米33微米合适。其中佳比例为28%。网孔的形状是由雕刻的深度决定的,如图5所示。 &&Picture4&& 这三张图中网孔开口大小都一样,但深度各不相同,如果网孔太深,网墻自然变宽,好像旧式机械雕刻的纹辊一样, &&Picture5&&
纹辊与油墨 我们的目标是用薄的油墨层达到理想的印刷品质,这看起来很简单,却正是柔印实现上乘印刷的精要所在。纹辊从早的镀铬辊发展到现在60度角的雷射雕刻陶瓷纹辊,也是朝着这个目标一步步过来的。 &&Picture6&& 如图7所示,440线的纹辊比330线的提供了更薄的油墨层。 薄的油墨层如何实现上述优点呢?以下逐项进行分析: 首先,我们来看薄的油墨层与油墨成本的关系。我们使用薄的油墨层来印刷,使用高浓度的油墨。而大家都知道,高浓度的油墨是比一般油墨更贵,这样会不会增加油墨成本呢?答案是不会。因为薄的油墨层可使单位油墨印刷面积更大,从而减少油墨的总用量,这样使你可以用相同,甚更低的油墨成本,印出更高品质的印品。所以说好的纹辊可以实现薄的油墨层,而以同样的成本,可以印出的印品。 其次,我们来看油墨层与阶调范围的关系。我们先来看图8。 &&Picture7&&
&&Picture8&& 这儿有两个相同的3%大小的印版上的网点,一个携带很厚的油墨层,另一个油墨层很薄。在经过印刷后,薄的墨层得到的是扩大到13%的网点,厚的墨层网点却扩大到20%。同样的道理,我们在印刷相关色调时,薄的墨层在印刷超过80%的网点时会得到满版,而用厚的墨层在印刷70%的网点时就会得到满版。因此,薄的墨层扩大了阶调范围。如下图所示〈图10〉。 &&Picture9&&
&&Picture10&& 这里有两幅图〈图11〉,都是同样的印版,同样的印刷机,同样的油墨,甚同一个操作者。但左边一幅用厚的油墨层,造成了糊印而右边一幅由于采用了更薄的油墨层,印刷效果迥然不同。这是因为在印刷半色调网点时,如果油墨层太厚,网点就会黏连在一起,印品就会出现糊印。因此我们用薄的墨层来解决这一问题,尤其在印刷渐层时薄的墨层更能显出优势。 印版与纹辊的关系上主要表现在两者的线数关系上,以前我们常说印版的线数与纹辊的线数比例一般在1:4.5左右,那它的根据是什么?当我们遇到一些特殊要求的印品时〈例如要印2%的网点时〉这个比例还适用吗? &&Picture11&& 我们还是用100线印版为例,如果你要印2%的网点,你用600线以上的纹辊。〈这里仍以HARPER公司的纹辊为例〉因为100线的印刷上2%的网点直径41微米,而600线网纹辊上的网穴开口为38微米,这样印版式上2%的网点才不会伸进网穴内。对于其他线数的印版,这里有一条粗算公式: A= ( 10 X B X K ) / N1/2 因此,我们应当学会平衡光部网点的大小与纹辊网孔的大小,如果我们能处理好2%的网点,半色调同样可以达到好的效果。换而言之,我们确定了纹辊的线数和容量,得到薄而均匀的墨层,就可以实现清洁、清晰的半色调和高光部的效果。 后,我们总结一下造成糊印的几个原因: ※ 油墨层过厚 如果完全解决了以上的4个问题,还是会出现糊印的话,这时就要注意,纹辊的压力是否正确,还有就是在调整完版材压力后,应注意要再次调整纹辊的压力。 |
文章选自为荣纸箱机械
接着,出现了雷射雕刻的网纹辊。初,它们依循先例,仍然沿用45度角的网穴排列方式,这使得纹辊的品质有很大提高,但仍然摆脱不了网墻过宽这一缺点。一直到1989年,美国HARPER公司首先创立了60度角网穴排列。时今日,其已经成为了行业标准。下面两幅图〈图2〉45度和60度两种纹辊的比较。
.png)
我们很容易发现60度的纹辊网墻很薄,因而为更稳定的油墨转移提供了条件。而45度的纹辊在图中所圈区域却不可能被,所以印刷仍会出现色彩饱和度不足的问题。60度的纹辊上的网穴形状是正六角形的,不同于45度的菱形,这是因为雷射雕刻时,雷射进行走的次序不一样。
如图3所示,雷射头先雕刻1→2→3→4→5……完成一周后,雷射头行走一步,再完成一周,然后再走一步…直完成整根纹辊的雕刻。从图上可看出要完成一个漂准的六边形网孔,待与它相连的6个网穴全部雕刻完成要走5步。
.png)
因此,我们选择的纹辊应该具备以下几个特征:
※正确的网孔深度与开口比例关系
※薄的网墻
※均匀一致的雕刻效果
※良好的油墨转移能力
那怎样才算是正确的网孔深度与开口比例关系,为什么要选用一定的网孔深度与开口比例?分析如下:
当我们提及纹辊时,除了线数之外,所有尺寸均以微米(Micon)作为计量单位。那么1微米有多大呢?我们的头发平均直径为70微米,1微米就是头发直径的1/70。假设我们把一个网穴放大成如图所示〈图4〉这张图标示了网穴开口与深度的比例关系,也就是开口度。
.png)
根据多年的研究和实际经验,我们认为网穴的开口度在23%33%合适,也就是说,如果网穴的开口为100微米,那么,它的深度在23微米33微米合适。其中佳比例为28%。网孔的形状是由雕刻的深度决定的,如图5所示。
.png)
这三张图中网孔开口大小都一样,但深度各不相同,如果网孔太深,网墻自然变宽,好像旧式机械雕刻的纹辊一样,
油墨容易囤积在网穴底部,以油墨释放性下降。这里有两个网孔过深的例子〈图6〉。
.png)
由此可见,我们应该选用60度角网纹辊,而且它们应该有着正确的网孔深度与开口比例关系,均匀一致的网孔形状,良好的油墨转移能力。
纹辊与油墨
我们的目标是用薄的油墨层达到理想的印刷品质,这看起来很简单,却正是柔印实现上乘印刷的精要所在。纹辊从早的镀铬辊发展到现在60度角的雷射雕刻陶瓷纹辊,也是朝着这个目标一步步过来的。
纹辊的容量与油墨层的厚度有着直接的关系。纹辊的容量是指纹辊盛载测量的能力。纹辊上每个网穴的大小决定了纹辊容量大小,而纹辊的容量又决定了油墨层的厚度,纹辊的线数与其容量又有着直接的关系。因此纹辊的线数越高,单位长度内具有的网穴数量越多,每个网穴就越小,纹辊的容量也就越小,得到油墨层的厚度也就越薄。
.png)
如图7所示,440线的纹辊比330线的提供了更薄的油墨层。
我们用更薄的油墨层来印刷,具有以下的优点:
※薄的油墨有利于控制网点扩大,从而实现宽的阶调范围
※使色彩还原更逼真,对比度更强
※薄的油墨可以实现精确的套色,保证高速度印刷
※使单位油墨印刷出来的总面积更大,从而油墨
※薄的油墨层可以使四色印刷的套印更均匀,实现更好的色彩饱和度和还原程度
薄的油墨层如何实现上述优点呢?以下逐项进行分析:
首先,我们来看薄的油墨层与油墨成本的关系。我们使用薄的油墨层来印刷,使用高浓度的油墨。而大家都知道,高浓度的油墨是比一般油墨更贵,这样会不会增加油墨成本呢?答案是不会。因为薄的油墨层可使单位油墨印刷面积更大,从而减少油墨的总用量,这样使你可以用相同,甚更低的油墨成本,印出更高品质的印品。所以说好的纹辊可以实现薄的油墨层,而以同样的成本,可以印出的印品。
其次,我们来看油墨层与阶调范围的关系。我们先来看图8。
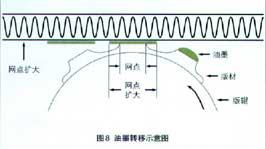
这张图示意了油墨的转移,图中的油墨在印刷压力下,在被印物上扩大展开,形成印品上的网点。如果油墨层厚,转移到被印物上形成的墨点就大,因而网点扩大率〈DOTGAIN〉就大。为了更好的理解,我们来看这个例子〈图9〉。
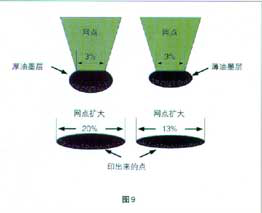
这儿有两个相同的3%大小的印版上的网点,一个携带很厚的油墨层,另一个油墨层很薄。在经过印刷后,薄的墨层得到的是扩大到13%的网点,厚的墨层网点却扩大到20%。同样的道理,我们在印刷相关色调时,薄的墨层在印刷超过80%的网点时会得到满版,而用厚的墨层在印刷70%的网点时就会得到满版。因此,薄的墨层扩大了阶调范围。如下图所示〈图10〉。
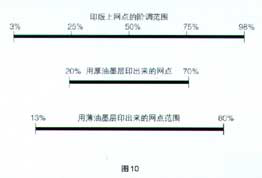
由于网点扩大率得到了控制,我们就可以印出更多不同大小的网点,印品的图文也就更加生动鲜明,更大的阶调范围意味着:〈1〉图文对比度更好〈2〉图像更清晰、洁净〈3〉图文的还原能力更强。

这里有两幅图〈图11〉,都是同样的印版,同样的印刷机,同样的油墨,甚同一个操作者。但左边一幅用厚的油墨层,造成了糊印而右边一幅由于采用了更薄的油墨层,印刷效果迥然不同。这是因为在印刷半色调网点时,如果油墨层太厚,网点就会黏连在一起,印品就会出现糊印。因此我们用薄的墨层来解决这一问题,尤其在印刷渐层时薄的墨层更能显出优势。
这里明确指出,油墨的作用在于调节色强度,加大墨度不但无助于使印品的颜色更鲜艳,反而会导致糊印,所以你发现色彩强度不够,应当与油墨供应商沟通,要求更高品质的油墨另外,使用薄的油墨层印出来的印品更清晰,有助于套印,也使油墨更容易干燥,使印刷机能够在高速下印刷(高速印刷),从而提高生产效率,降低成本。
印版与纹辊
印版与纹辊的关系上主要表现在两者的线数关系上,以前我们常说印版的线数与纹辊的线数比例一般在1:4.5左右,那它的根据是什么?当我们遇到一些特殊要求的印品时〈例如要印2%的网点时〉这个比例还适用吗?
先举个例子,现在我们用一张100线/英寸的印版,同时,我们想印出印版上2%的网点,就需要用600线/英寸的纹辊。然而,当我们还用一张100线/英寸的印版,却只想印到4%以上的网点。那么,我们只需要440线的网纹辊就足够了〈由于各种纹辊的参数各不一样,这里以HAPPER公司的纹辊作参考〉。道理很简单,我们不想印版的网点比纹辊上的网穴开口小,因为如果网点比网穴更小,印刷时,网点就会伸进网穴内,造成糊印和脏版。如图12所示。

我们还是用100线印版为例,如果你要印2%的网点,你用600线以上的纹辊。〈这里仍以HARPER公司的纹辊为例〉因为100线的印刷上2%的网点直径41微米,而600线网纹辊上的网穴开口为38微米,这样印版式上2%的网点才不会伸进网穴内。对于其他线数的印版,这里有一条粗算公式:
A=(10XBXK)/N1/2
A──纹辊的线数;
B──印版的线数;
K──网穴开口所占一个网孔单元的百分比,即K=网孔开口宽度/〈网孔开口宽度+网墻宽度〉。以HARPER纹辊为例,K=0.9左右;
N──印版上小网点的百分数,N%。
因此,我们应当学会平衡光部网点的大小与纹辊网孔的大小,如果我们能处理好2%的网点,半色调同样可以达到好的效果。换而言之,我们确定了纹辊的线数和容量,得到薄而均匀的墨层,就可以实现清洁、清晰的半色调和高光部的效果。
后,我们总结一下造成糊印的几个原因:
※油墨层过厚
※纹辊容量过大
※版的线条太细
※网点比网孔小
如果完全解决了以上的4个问题,还是会出现糊印的话,这时就要注意,纹辊的压力是否正确,还有就是在调整完版材压力后,应注意要再次调整纹辊的压力。




同类文章排行
- 纸箱印刷机如何操作?不会就来东莞为荣纸箱机械厂
- 延长纸箱机械使用寿命需要做到哪几点?
- 纸箱机械设备保养需要用到哪几种油?
- 自动纸箱印刷机中纸板是怎么进入印刷部的?
- 钉箱机钉头如何调整?
- 购买纸箱机械设备前我们需要先确定纸箱的使用行业
- 圆压圆模切机的教学视频
- 纸箱利润的计算方法
- 如何能在纸箱印刷机中快速安装2米长模板?
- 纸箱打钉机设计,生产,售后一条龙服务!
最新资讯文章
- 为荣纸箱印刷粘箱打包设备一站式服务
- 为荣纸箱机械厂是生产厂家还是经销商?
- 为什么要选择薄刀分纸机?
- 纸箱机械之全电脑伺服免压数码开槽机 操作视频
- 2022年能否继续进购纸箱机械设备?
- 纸箱厂天天爆单就是因为他-免压真空吸附纸箱印刷机
- 2022东莞为荣纸箱机械有限公司开工大吉!
- 2022,重新认识纸箱印刷机的新开始
- 【防控疫情】东莞为荣纸箱机械厂区已进行全面消毒处理
- 打印机总是出现“关闭电源后重新打印”是怎么回事?
您的浏览历史




 粤公网安备 44190002005315号
粤公网安备 44190002005315号